Coating
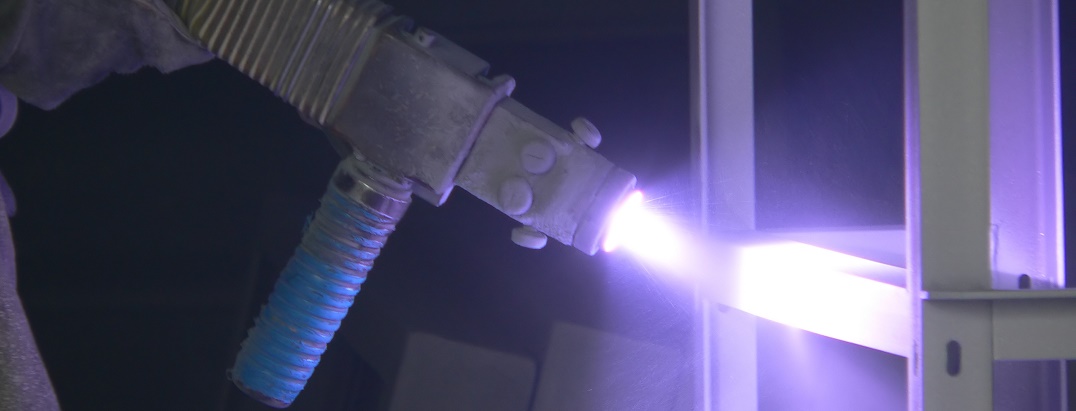
Powdered metal coating techniques are generally classified under two types:
- Cold spray coating
- Thermal spray coating




Powdered metal coating techniques are generally classified under two types:
